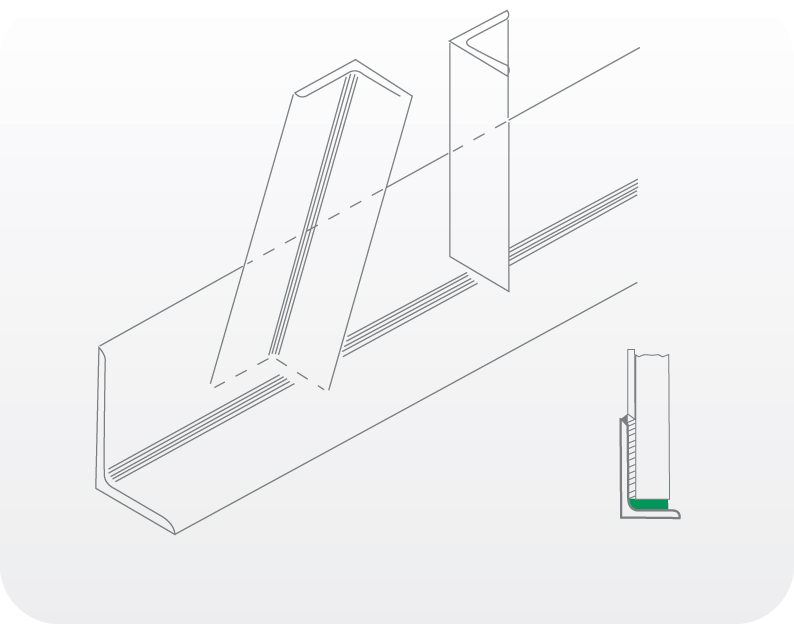

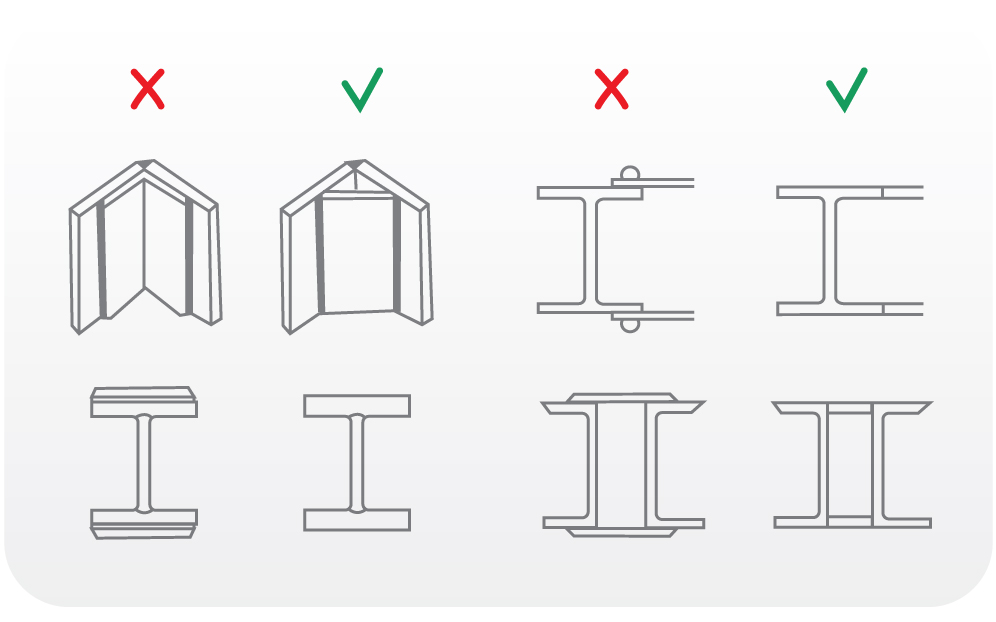
Projektētājam un ražotājam jānodrošina, lai, pievienojot konstrukcijai balstus, nerastos slēgti stūri. Atvērtais stūris ļauj kausēšanas līdzeklim sasniegt visu struktūru.
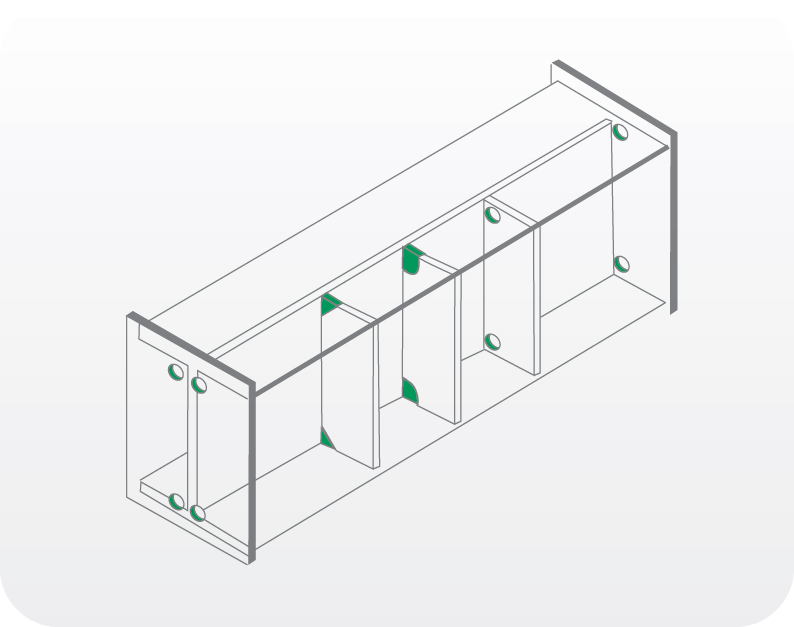
Šādu detaļu iekšējiem balstiem jābūt ar tehnoloģiskām atverēm augšpusē un apakšpusē. Pretējās pusēs jābūt atverēm. Konteineriem ir nepieciešamie pacelšanas uzgaļi. Lielākiem konteineriem ieteicams konsultēties ar ražošanas vadītāju par atveru un pacelšanas uzgaļu izmēriem.
Veicot pasūtījumu, nosūtiet šādu informāciju:
- abonenta nosaukums
- pirmās partijas gadījumā – izstrādājuma rasējums ar informāciju par izstrādājuma virsmas laukumu un/vai svaru.
- Detaļas produkta kods
- detaļu daudzums
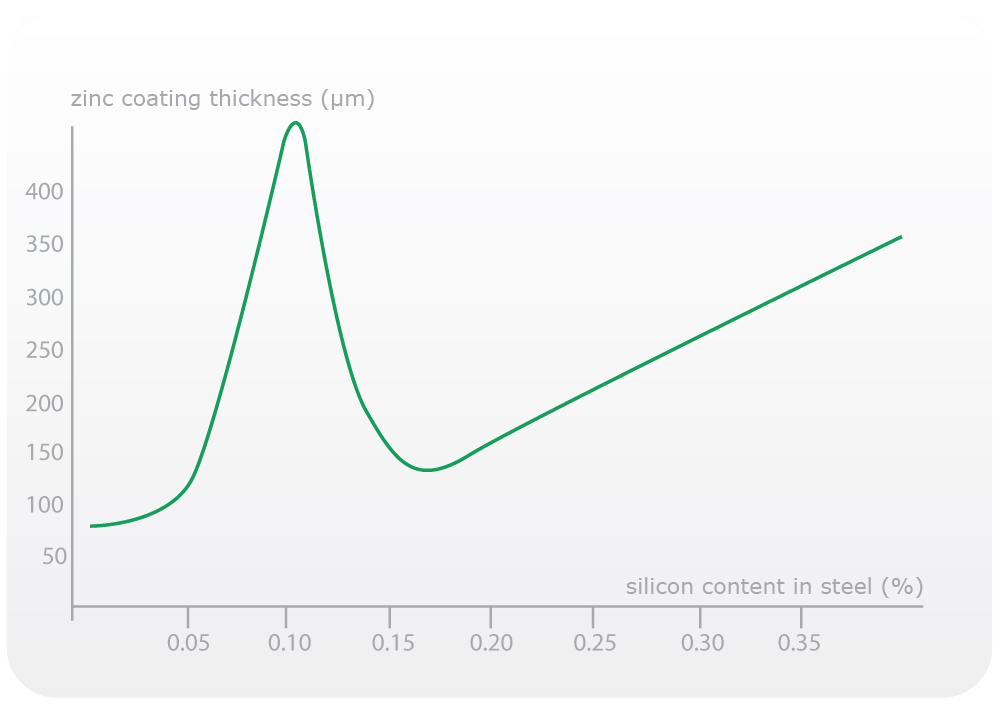
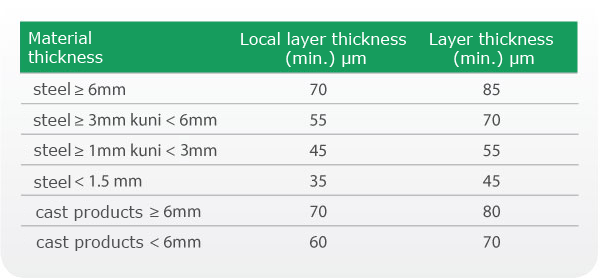
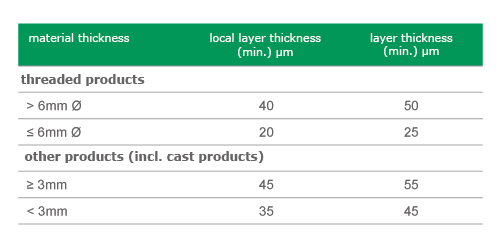
- pārklājuma veids un nepieciešamais pārklājuma biezums µm.
- vēlamais piegādes laiks
- īpašas prasības attiecībā uz preces pārklājumu vai iepakojumu (ja tādas ir).
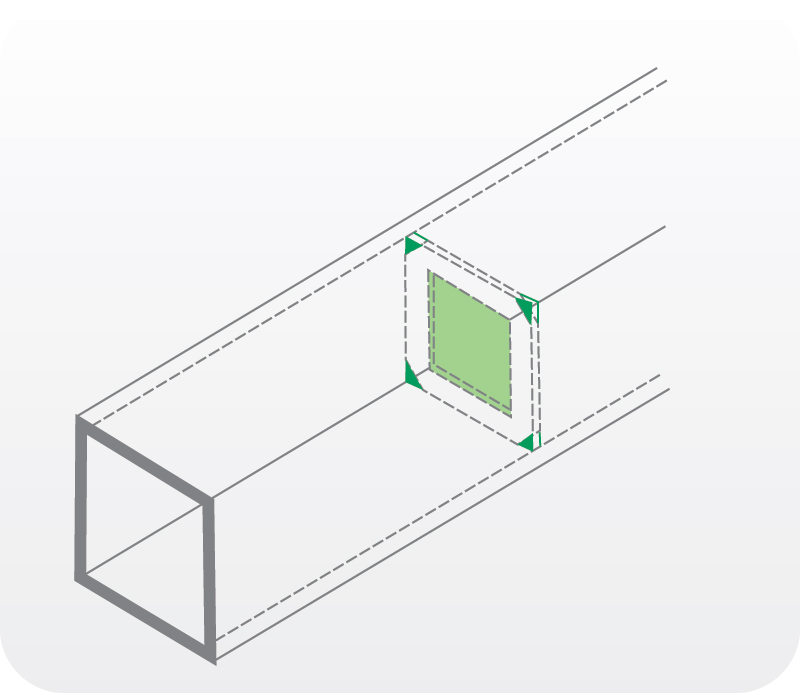
Dažādi tehnoloģisko atveru izvietojuma varianti. Pārliecinieties, ka otrā galā caurumi ir pretējās pusēs.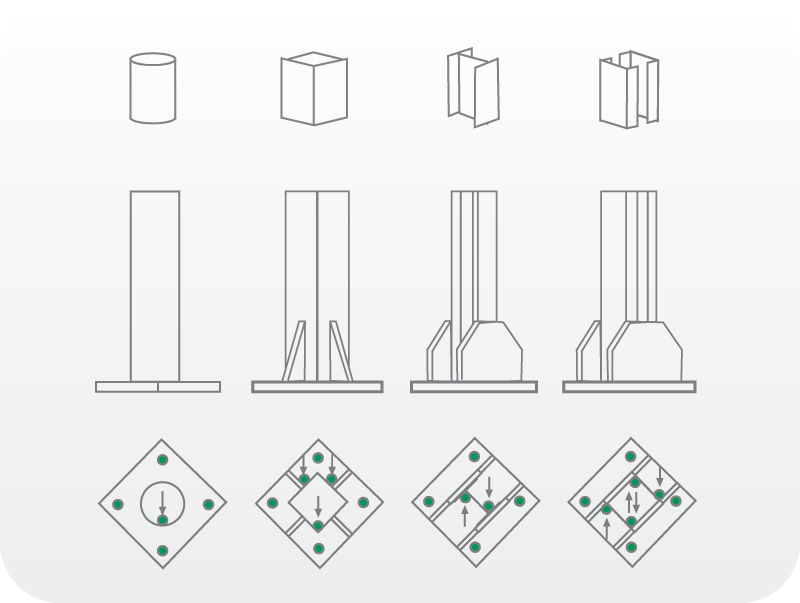
Kreisajā slejā ir parādīti to mezglu risinājumi, kuriem netiek garantēta karstā cinkošanas kvalitāte.
Tā kā izkausēts cinks nevar iekļūt starp detaļām, kas atrodas viena pret otru, aizsargslānis neveidojas, un drīz vien sāks iesūkties rūsas.
Tas pats nosacījums attiecas arī uz skrūvju savienojumiem. Lai nodrošinātu pilnīgu detaļu aizsardzību pret koroziju, ieteicams visus skrūvju savienojumus veikt pēc cinkošanas.
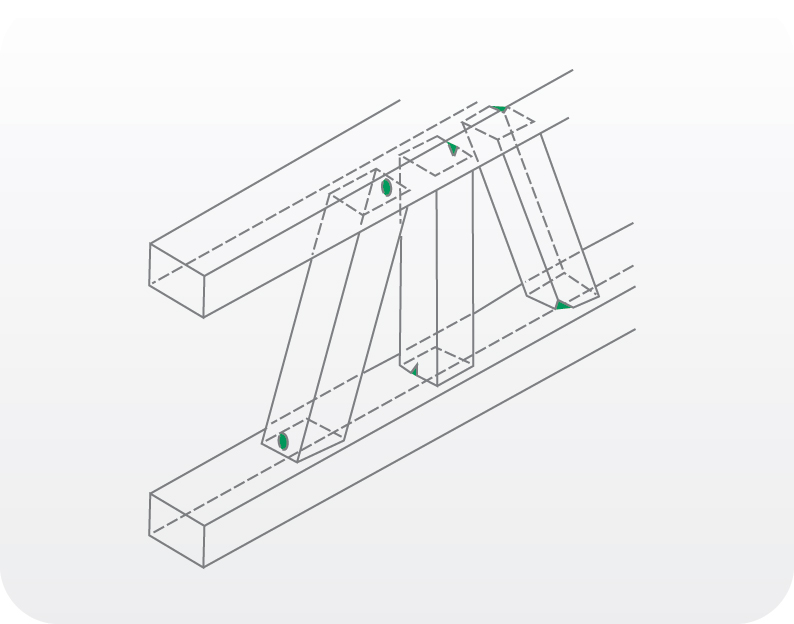
Šādām šuvēm jānodrošina, lai tehnoloģiskās atveres būtu pēc iespējas tuvāk šuvēm.
Ja iespējams, cauruļu gali jāatstāj vaļēji.
Ja iekšējais tā sauktais. slēptās atveres, jums par to jāinformē uzticības tālrunis. Slēpto caurumu izmēram jābūt maksimāli iespējamajam diametram, ko pieļauj caurule.
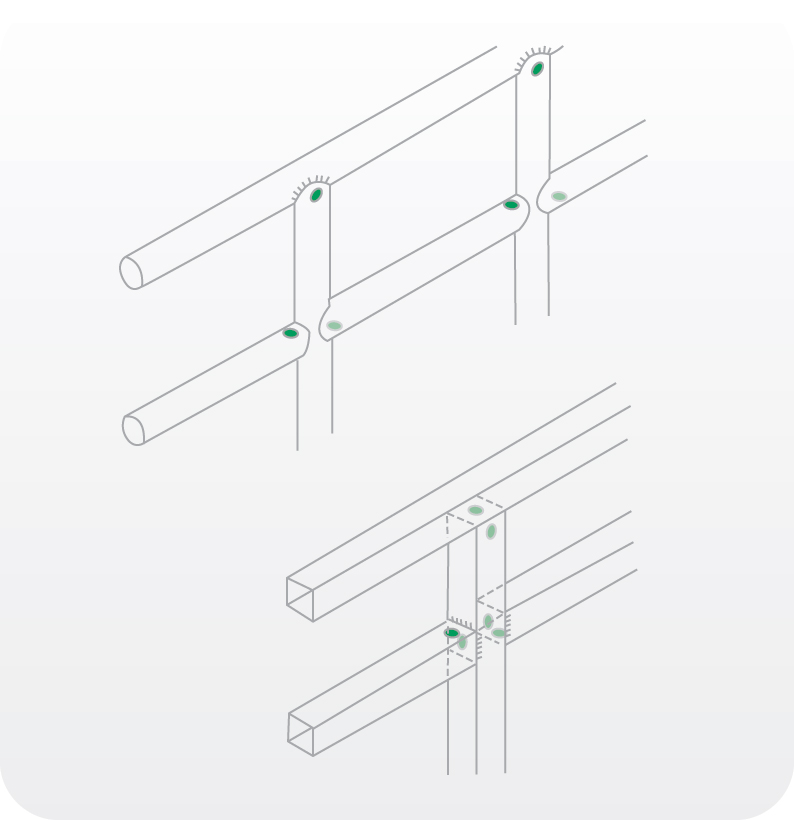
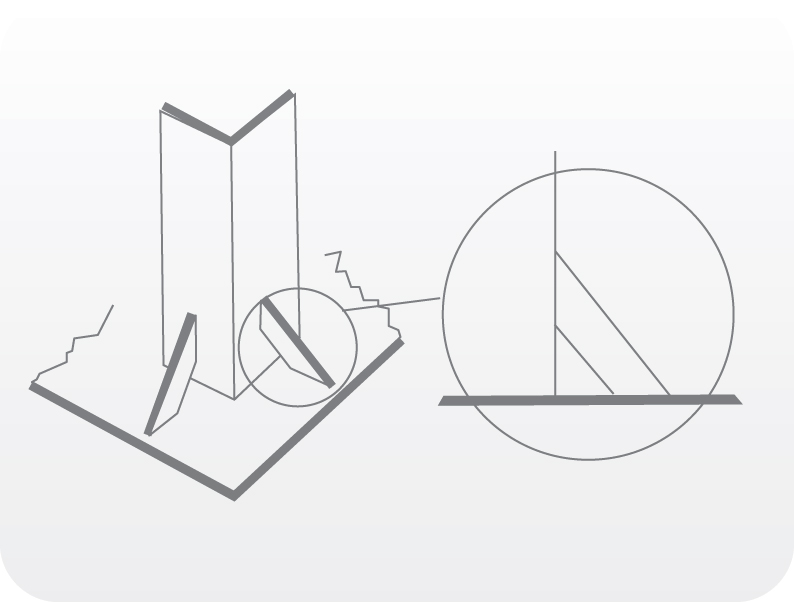
Jāuzmanās, lai šādos krustojumos izvairītos no slēgtām kontūrām. To var novērst, izurbjot caurumu detaļā vai izmantojot t. s. pakāpeniska metināšana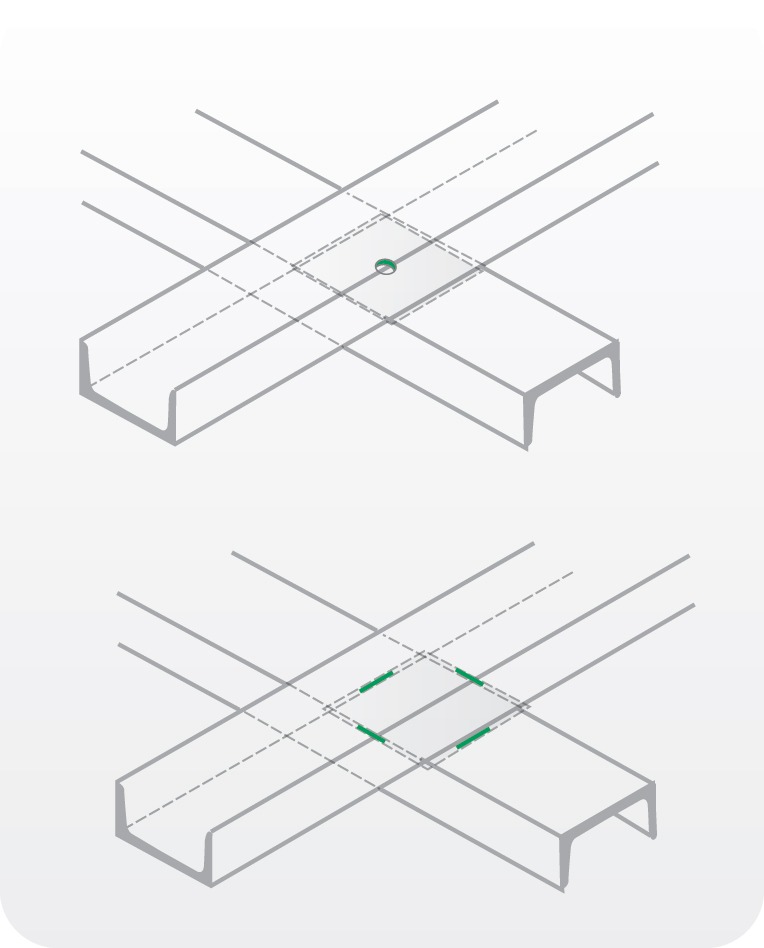
Cinkot šādas konstrukcijas, ja iespējams, jāizmanto papildu balsti, lai nodrošinātu ārējā izskata saglabāšanu pēc karstās cinkošanas.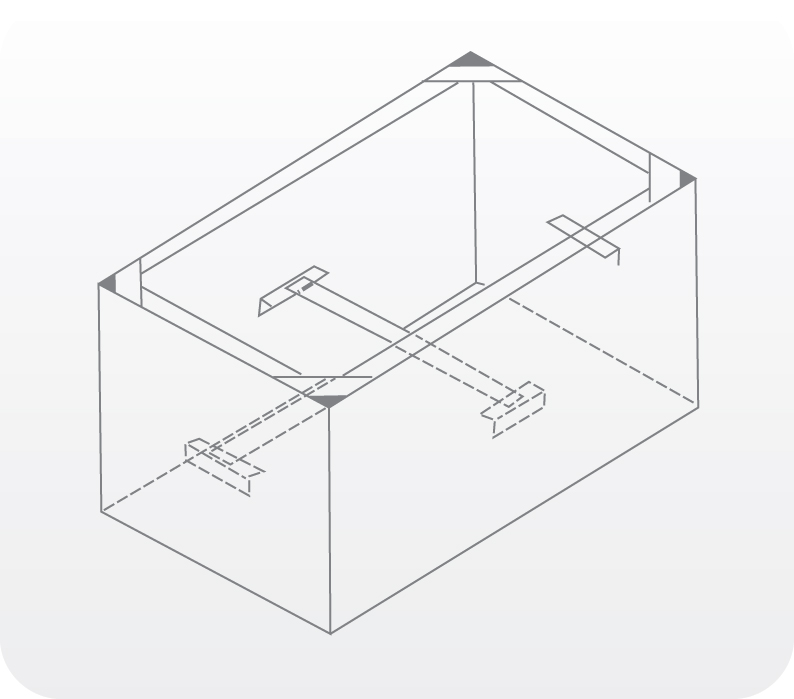
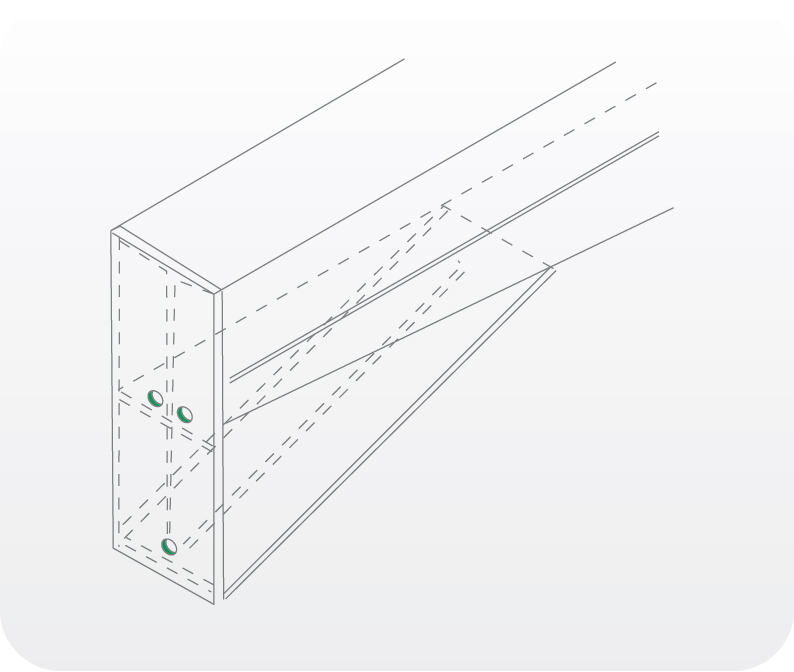
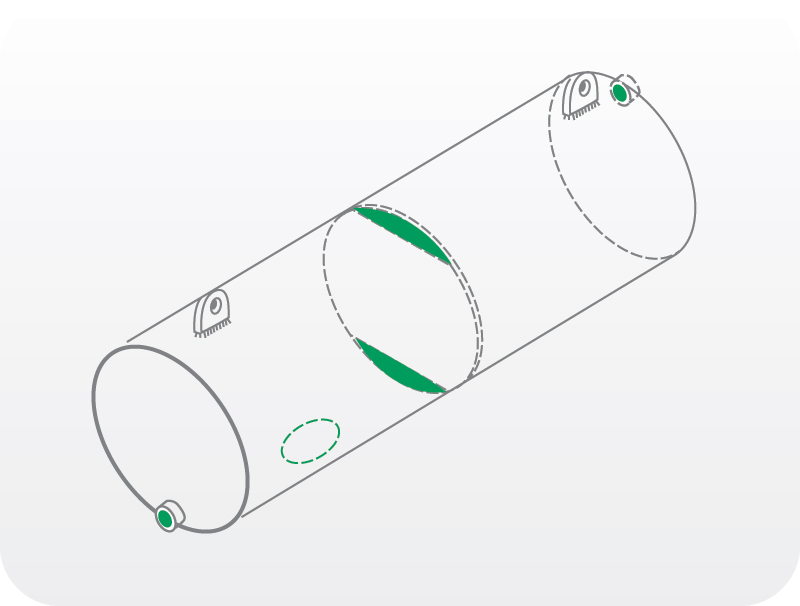
Attēlā parādīti dažādi tehnoloģisko atveru risinājumi. Pārliecinieties, ka atveres atrodas pretējās cauruļu pusēs.
Slēpto caurumu gadījumā caurumu diametram jābūt maksimāli iespējamajam diametram.
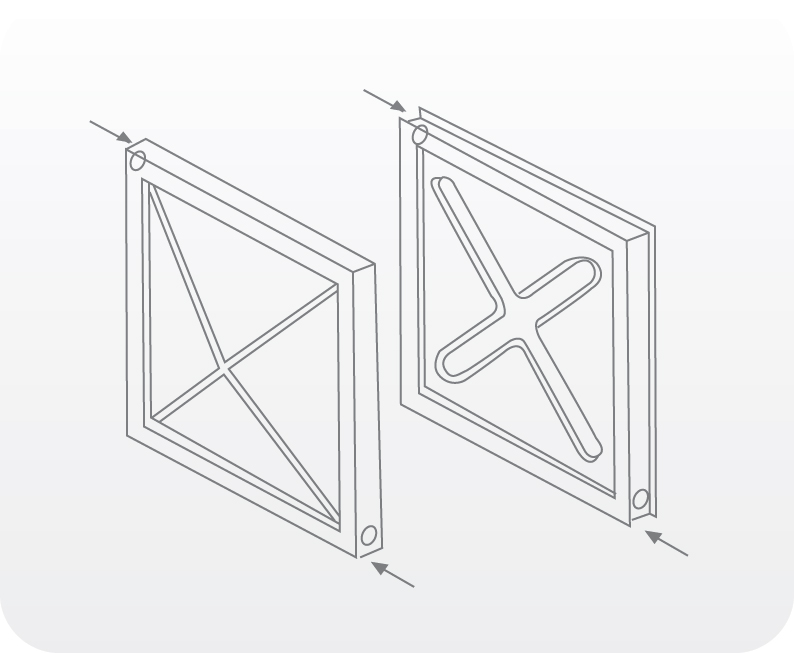
Attēlā parādīts tehnoloģisko caurumu izvietojums sijas gala plāksnēs un stiegrojuma sloksnēs.