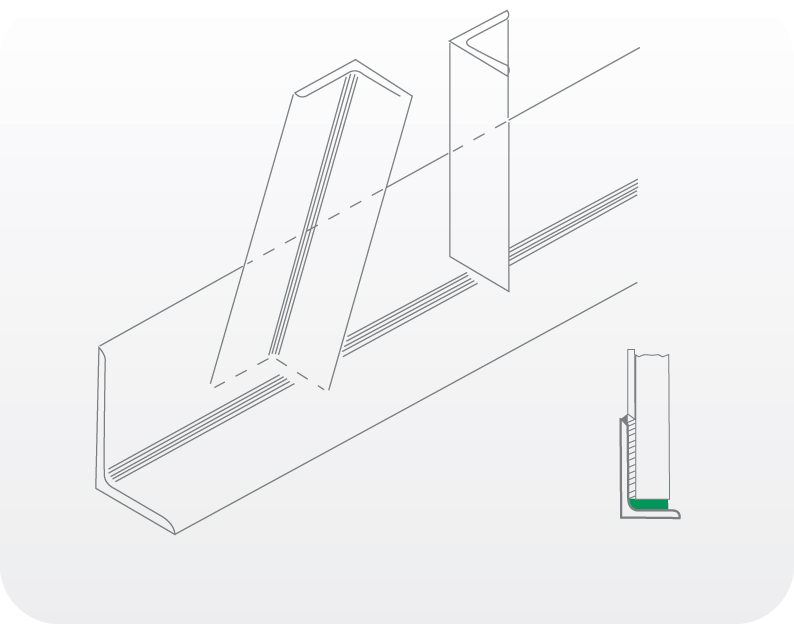

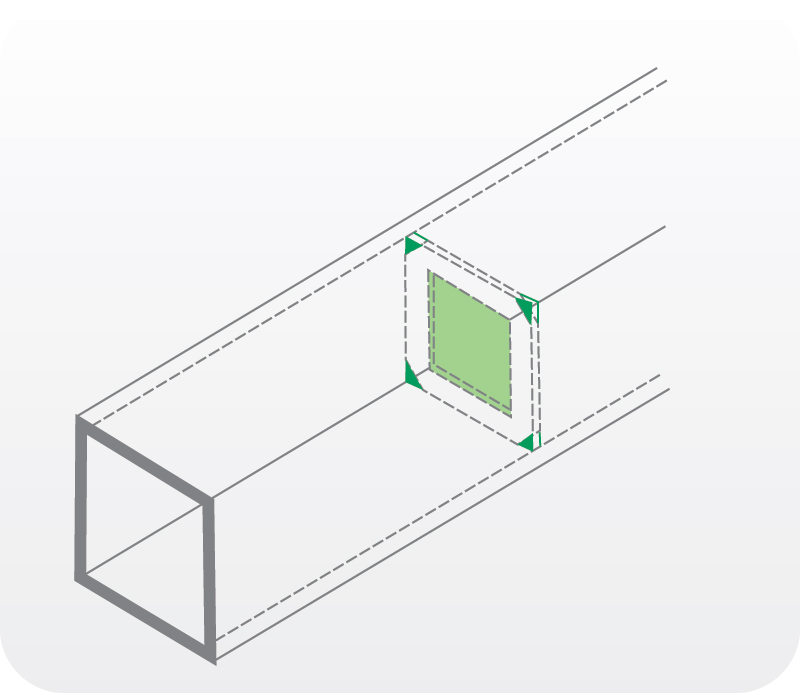
The designer and the manufacturer must ensure that no closed corners are created when adding supports to the structure. The open corner allows the melting agent to reach the entire structure.
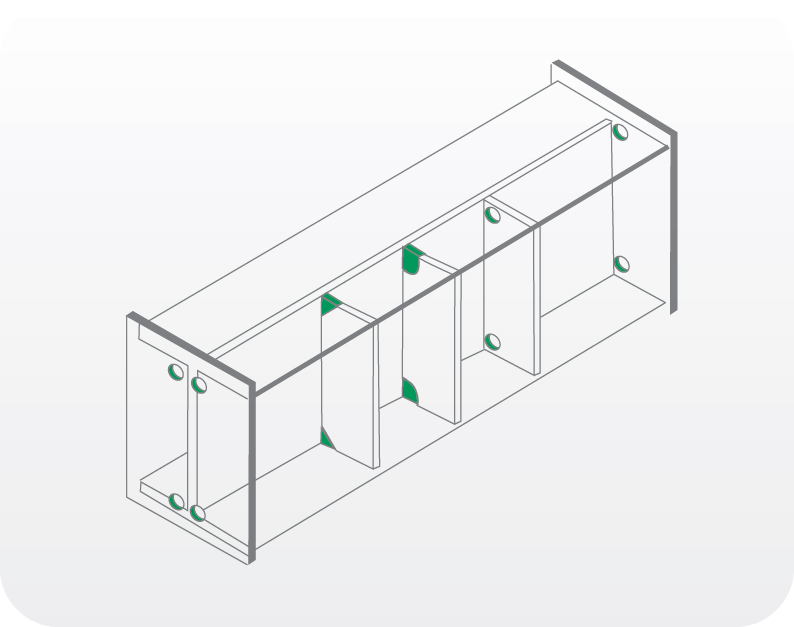
Internal supports on such parts must have technological openings at the top and bottom. There must be openings on opposite sides. The containers have the necessary lifting lugs. For larger containers, it is advisable to consult the production manager on the size of the openings and lifting lugs..
Send the following information when placing an order:
- name of the subscriber
- in the case of a first batch, a product drawing with information on the surface area and/or weight of the item.
- Product code of the detail
- quantity of detail
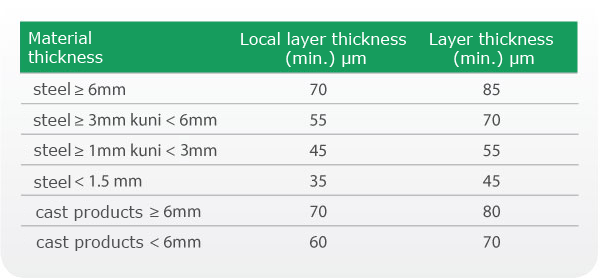
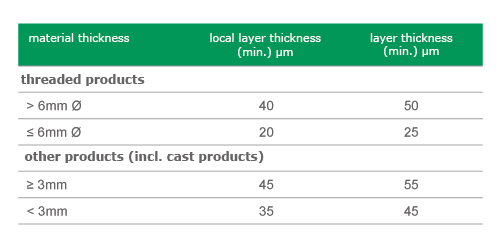
- the type of coating and coating thickness µm required
- desired delivery time
- specific requirements for coating or packaging of the item (if any).
Different variants for the location of technological openings. Make sure that the holes at the other end are on opposite sides.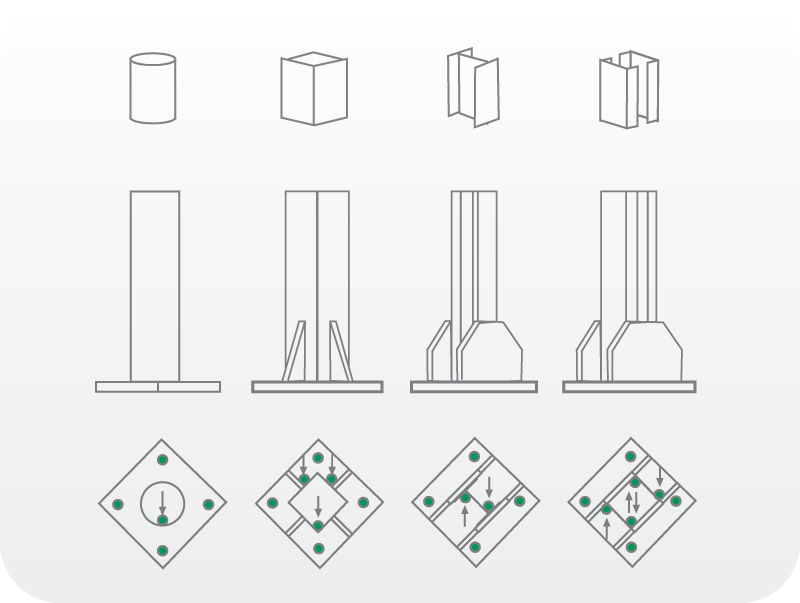
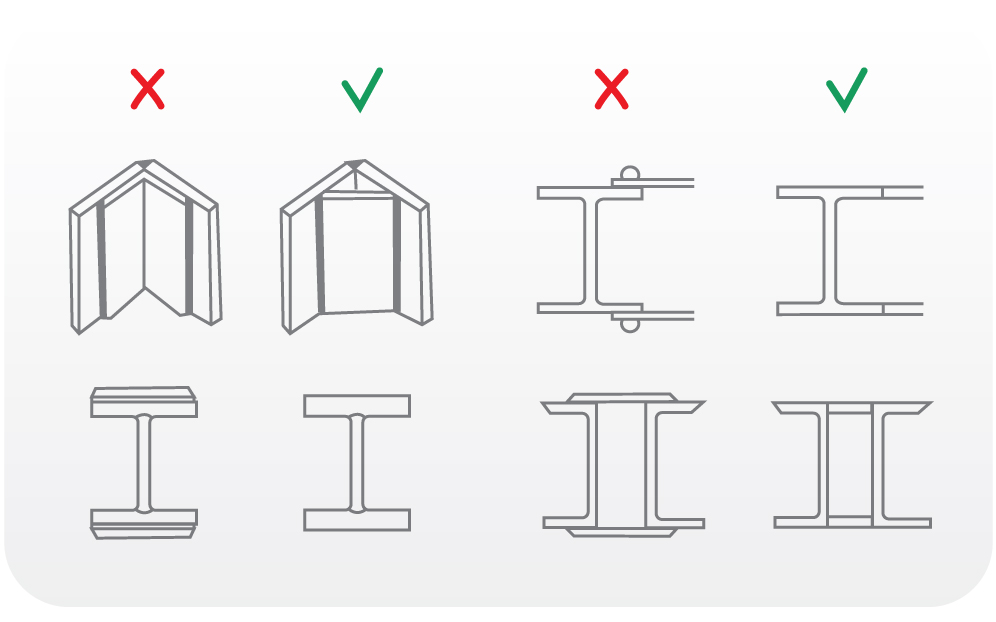
In the left column, the solutions of the assemblies for which the quality of the hot dip galvanizing is not guaranteed are shown.
Since no molten zinc can get between the parts facing each other, no protective layer is formed and rust will soon start to seep in.
The same condition applies to bolted joints. It is recommended that all bolted joints are made after galvanising to ensure full corrosion protection of the parts.
For such welds, care must be taken to ensure that the technological openings are as close as possible to the welds.
If possible, the ends of the pipes should be left open.
If internal so-called. hidden openings, you must inform the hotline. The size of the concealed holes should be the maximum possible diameter that the pipe will allow.
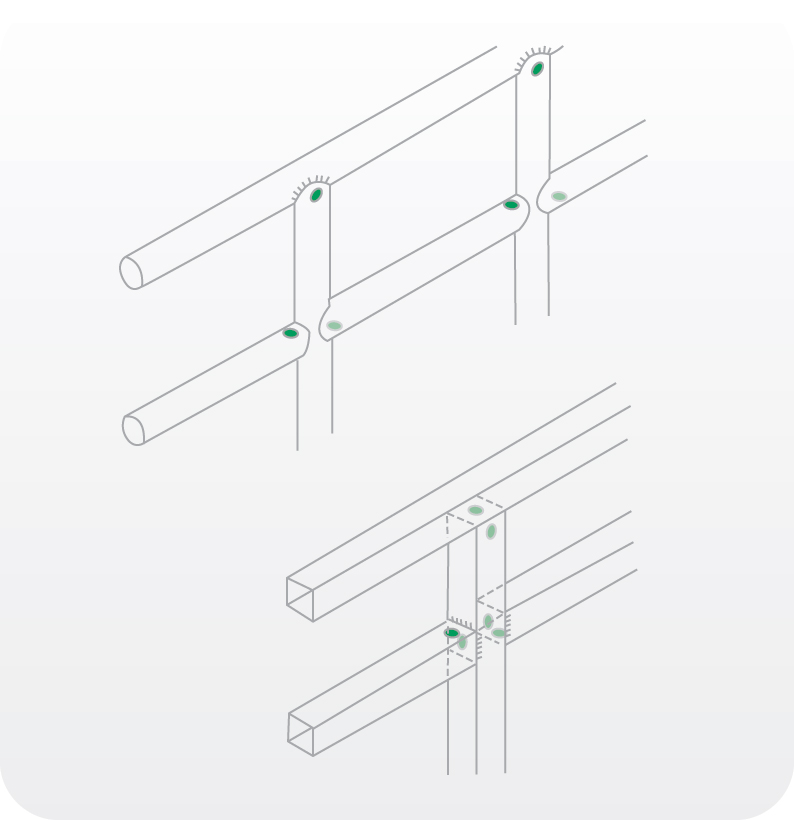
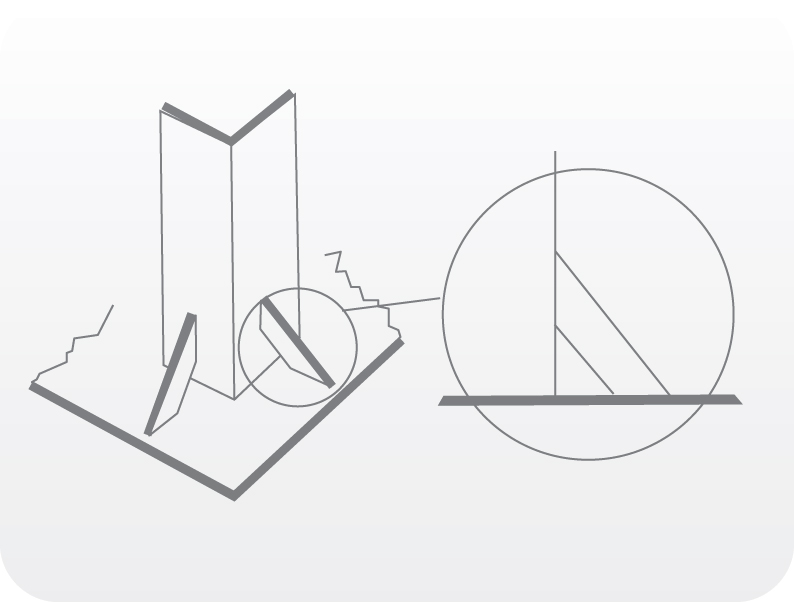
Care must be taken to avoid closed contours at such junctions. These can be avoided by drilling a hole in the part or by using so-called. step welding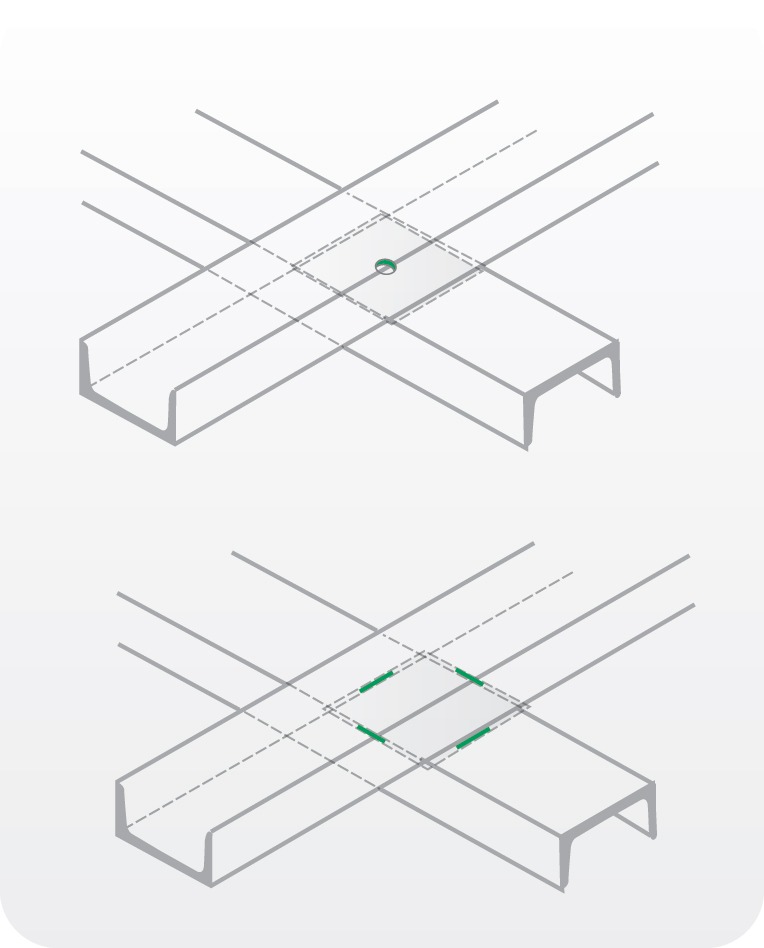
When galvanising such structures, additional supports should be used where possible to ensure that the external appearance is retained after hot-dip galvanising.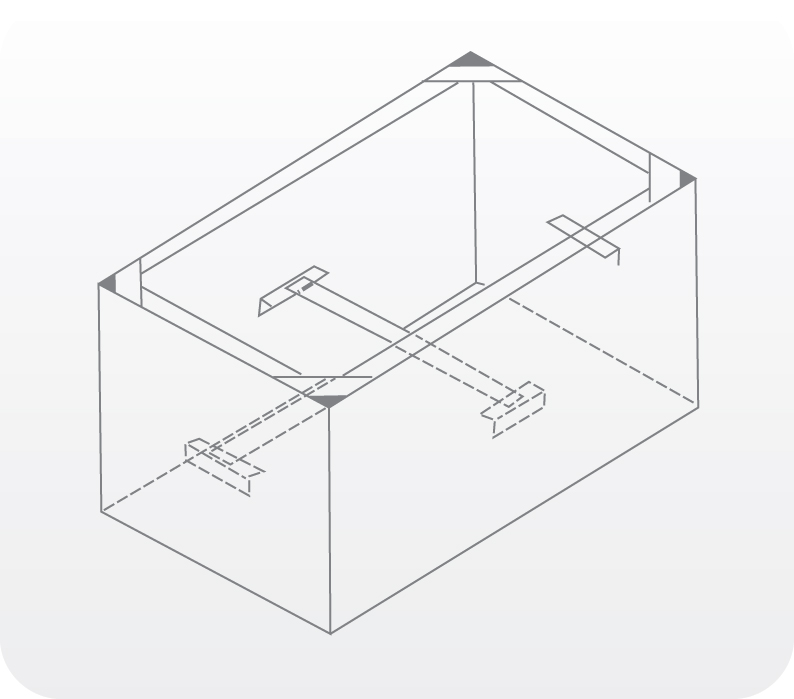
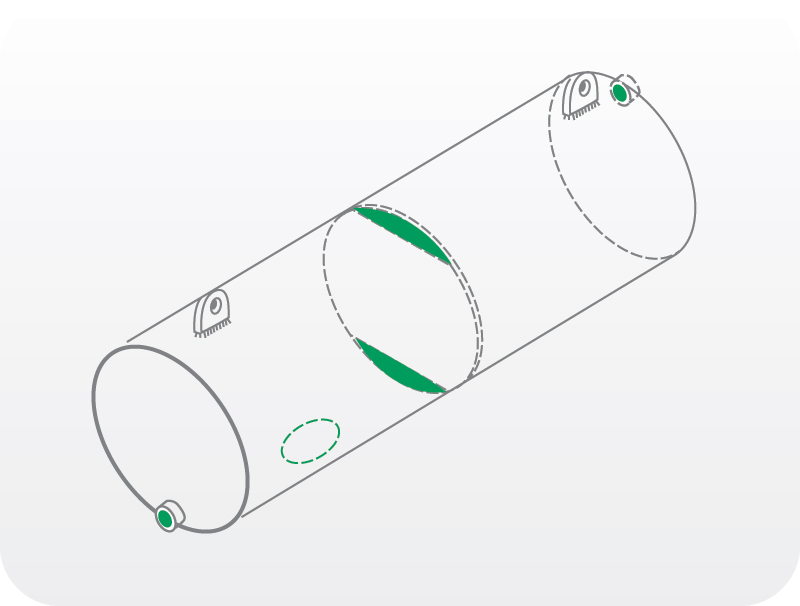
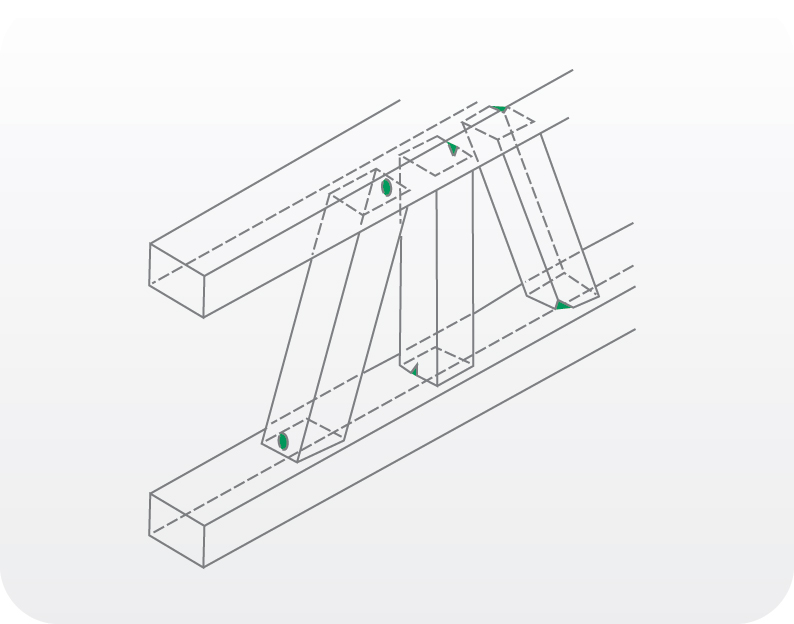
The figure shows different solutions for technological openings. Make sure that the openings are on opposite sides of the pipes.
In the case of concealed holes, the diameter of the holes must be the maximum possible diameter.
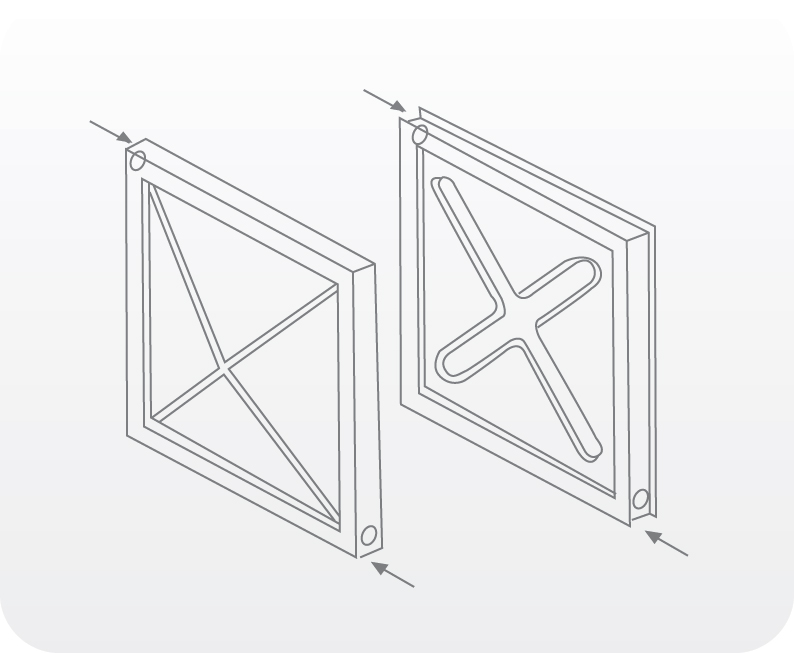
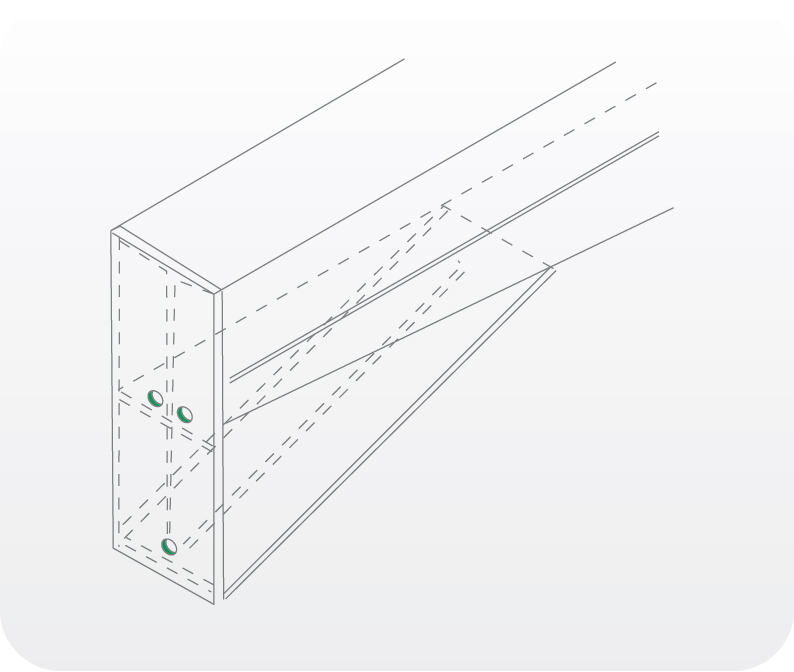
The figure shows the position of the technological holes in the beam end plates and reinforcing strips.